Steam is a vital ingredient in food processing. It powers sterilization, cooking, and packaging lines. Taiguo Boiler delivers high-purity Boiler for Food & Beverage Industry for global food producers. We ensure your production meets the highest hygiene and safety standards. Our boilers help you maximize uptime and minimize energy costs.
Food-Grade Steam Specifications & Thermal Efficiency
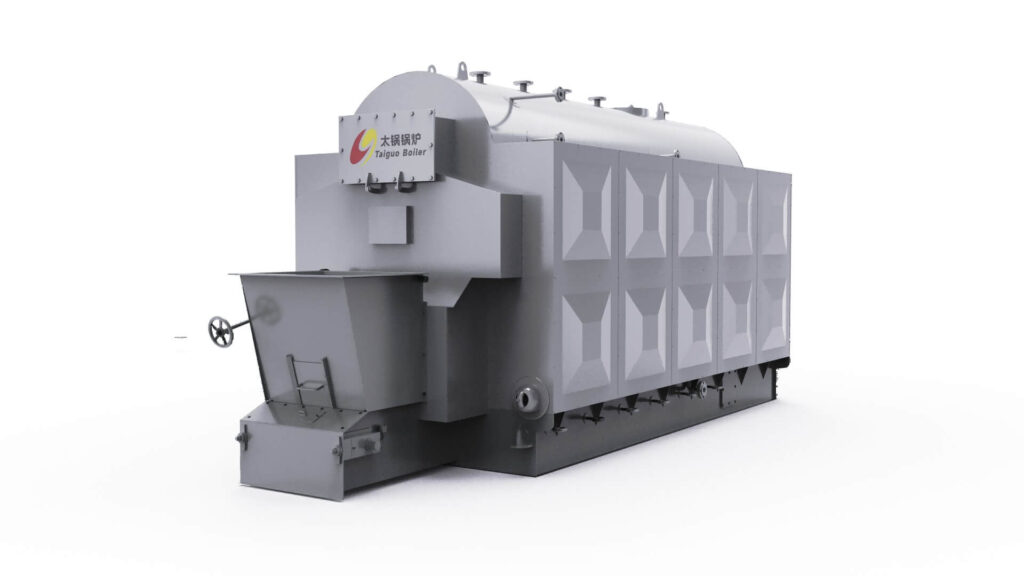
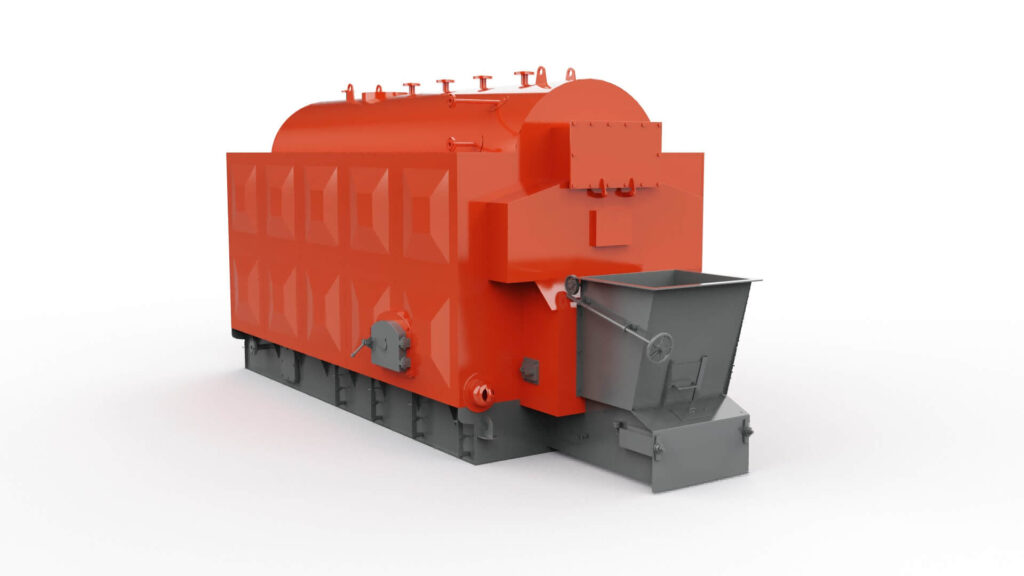
Food production processes require absolute thermal hygiene to prevent batch contamination and secure consumer safety regulatory lines. Taiguo engineering teams supply highly specialized [Industrial Steam Boilers] to deliver clean, dry saturated steam for global food manufacturing facilities systematically. We engineer advanced automatic control loops to sustain precise temperature modulations across complex culinary processing chains safely.
Our specialized food-grade boilers utilize corrosion-resistant internal piping networks to prevent scale buildup and eliminate steam impurities completely. We incorporate large steam-space drum designs to handle sudden production peak loads from massive food processing plants smoothly. These integrated thermal systems reduce moisture carryover to guarantee stable, high-purity thermal power for sensitive sterilization tunnels.
- Steam Cleanliness Standards: Bypasses contamination risks completely to preserve the natural taste and safety of edible products.
- High Thermal Efficiency: Reaches 98% via integrated finned-tube economizers to slash high monthly plant fuel bills dramatically.
- Flexible Boiler Options: Matches high-efficiency WNS gas series and modular vertical steam generator layouts perfectly.
Why Food Grade Steam Matters for Your Production?
In food and beverage plants, steam often contacts the product directly. Low-quality steam can introduce contaminants or off-flavors. Our boilers solve these risks through advanced engineering:
- Clean Steam Technology: We offer stainless steel options for critical components. This prevents rust and ensures 100% clean, food-grade steam.
- Precise Temperature Control: Our PLC systems maintain exact temperatures for pasteurization. You get consistent product quality in every batch.
- High Efficiency Economizers: We recover heat from flue gases. This reduces fuel consumption by up to 10%, cutting your operational overhead.
- Fast Response Times: Food lines require rapid steam adjustments. Our boilers react instantly to load changes, preventing production delays.
Optimizing the Heat Chain in Food Processing
In food manufacturing, thermal processing is the most energy-intensive stage. Taiguo boilers optimize the entire heat chain, ensuring that energy is never wasted.
- Pasteurization & Sterilization: We provide high-stability steam for UHT (Ultra-High Temperature) systems. Maintaining a constant temperature is critical to killing pathogens without damaging food nutrients.
- Vacuum Evaporation: For juice and milk concentration, our boilers support low-pressure stable heating. This preserves the natural flavor and color of the ingredients.
- CIP (Cleaning In Place): Sanitation is non-negotiable. Our boilers provide rapid, high-volume hot water and steam for CIP systems, ensuring all pipes and tanks are bacteria-free.
Addressing Critical Food Safety & Compliance (HACCP Ready)
A boiler is not just a utility; it is a part of your HACCP (Hazard Analysis and Critical Control Points) plan. Taiguo boilers are designed to eliminate “Physical” and “Chemical” hazards in your steam supply:
- Zero-Contamination Design Of Boiler for Food & Beverage Industry: We use lead-free valves and food-safe gaskets. This prevents chemical leaching into the steam.
- Condensate Recovery Systems Of Boiler for Food & Beverage Industry: We design advanced systems to recycle pure condensate. This not only saves water but also maintains a closed-loop system that prevents external bacterial entry.
- Documentation for GFS: We provide comprehensive maintenance logs and material certificates. These documents help your facility pass Global Food Safety (GFS) and FDA audits with ease.
Boiler for Food & Beverage Industry:The “Double-Efficiency” Advantage for Beverage Plants
Beverage bottling lines often experience “shock loads”—sudden, massive demands for steam. Traditional boilers might struggle, leading to pressure drops.
How Taiguo solves this: Our Boiler for Food & Beverage Industry are engineered with a larger-than-standard steam chamber. This acts as a “Thermal Battery.” When your bottling line starts a new batch, the stored steam energy prevents a system-wide pressure dip. Consequently, your production speed remains constant, and your bottle-washing stations never lose temperature.
Boiler for Food & Beverage Industry:Tailored Solutions for Diverse Food Sectors
Different food manufacturing segments demand distinct steam parameters to safeguard product quality and satisfy health regulations. Taiguo configures high-performance [Industrial Steam Boilers] to deliver clean and precise thermal energy across specialized culinary processing lines systematically:
- Dairy & Milk Processing-Boiler for Food & Beverage Industry: Milk pasteurization and cheese vat heating require continuous, fluctuation-free thermal energy to protect delicate nutritional structures. Our automated thermal control loops regulate steam outputs instantly to maintain constant processing temperatures between 72°C and 140°C. This precision eliminates thermal spikes completely to preserve natural dairy flavors while neutralizing harmful bacterial contaminants reliably.
- Beverage & Brewery Operations-Boiler for Food & Beverage Industry: High-speed bottling sterilization and wort boiling demand massive volumes of high-purity dry saturated steam simultaneously. Our heavy-duty WNS gas series boilers handle sudden manufacturing peak loads smoothly without experiencing dangerous drum water carryover. This advanced engineering guarantees zero-oil clean steam delivery to eliminate beverage batch flavor contamination risks entirely.
- Canning & Preservation Facilities-Boiler for Food & Beverage Industry: Industrial food retorts and preservation autoclaves require extreme high-pressure steam execution to achieve complete commercial sterility. Taiguo designs heavy-wall pressure components to sustain rock-solid operating pressures up to 1.6 MPa safely. Our quick-response heating technology shortens overall cooking cycle times dramatically to optimize factory packaging output lines.
- Meat Processing & Packaging Plants-Boiler for Food & Beverage Industry: Carcass rendering, hog scalding, and mandatory facility sanitation require high-temperature water and heavy steam volumes daily. Our flexible [Steam Generator] configurations generate massive thermal energy to melt fats and sanitize processing equipment rapidly. This aggressive thermal wash suppresses food-borne pathogens completely to maintain strict national hygiene regulatory compliance standards.
- Bakery & Confectionery Lines-Boiler for Food & Beverage Industry: Industrial baking ovens and continuous candy cooking lines require precise combinations of heat and ambient humidity controls. Our intelligent PLC control modules modulate humidity levels inside proofing rooms perfectly to ensure consistent dough expansion. This strict thermal accuracy empowers global bakeries to achieve uniform product coloring and precise texture profiles predictably.
Boiler for Food & Beverage Industry Technical Specifications: WNS Series for Food Plants
| Feature | Taiguo WNS Series Boiler | Industry Average |
| Steam Purity | 99.9% Saturated Steam | 95% – 97% |
| Emission (NOx) | < 30mg/m³ (Low NOx) | 80mg/m³ |
| Thermal Efficiency | Up to 99% (with Economizer) | 88% – 92% |
| Material Quality | High-Grade Carbon or Stainless Steel | Standard Carbon Steel |
| Certification | ASME, CE, AS1210, GB | Varies |
Boiler for Food & Beverage Industry Comparative Analysis: Gas vs. Electric vs. Biomass for Food Plants
| Requirement | WNS Gas Boiler | Electric Steam Boiler | Biomass Boiler |
| Cleanliness | Excellent (Cleanest combustion) | Best (Zero emissions) | Good (Requires dust collectors) |
| Operational Cost | Medium (Stable) | High (Depends on grid) | Lowest (Using crop waste) |
| Installation Space | Moderate | Most Compact | Large (Needs fuel storage) |
| Best For | Large scale dairies | Craft breweries/distilleries | Rural fruit drying plants |

Hygiene Compliance & Global Food Safety Certificates
Meeting international food manufacturing codes determines your legal operational capabilities within the food and beverage sector drastically. Taiguo facilitates smooth compliance planning by providing comprehensive, cross-verified engineering dossiers to our overseas clients early. We arrange official hydrostatic pressure certifications and material trace data records to accelerate local factory safety inspections.
Our advanced manufacturing facility executes strict quality management systems to comply with international safety protocols and emission laws. We integrate ultra-low NOx industrial burners to suppress hazardous exhaust outputs below 30mg/m³ to protect green factory rankings. Our complete paperwork packages help global beverage plants satisfy demanding regional environmental audits and food safety inspections rapidly.
- ISO & ASME Alignment: Guarantees international mechanical safety compliance to secure smooth factory operating approvals worldwide.
- HACCP System Support: Delivers zero-oil clean steam execution to protect your factory HACCP food safety compliance standard.
Compliance with Global Food Safety Standards
We understand that your factory must pass strict audits. Whether you are in Australia, Uzbekistan, or Indonesia, our Boiler for Food & Beverage Industry help you comply. We offer designs that meet AS1210, CE, and ASME codes. Furthermore, we provide full documentation, including Material Test Certificates (MTC). This simplifies your local health and safety inspections.
Boiler Selection Checklist for Food & Beverage Plants
Industrial processing managers must evaluate specific food-grade technical constraints thoroughly before finalizing a heavy Boiler for Food & Beverage Industry purchase. Use our verified factory procurement checklist to select the most reliable thermal configuration for your bottling or processing lines safely:
- Calculate Peak Sterilization Loads: Assess the maximum concurrent steam volume requirements for your largest cooking or pasteurization vessels.
- Verify Steam Grade Requirements: Determine if your processing line requires culinary clean steam or standard industrial saturated steam.
- Inspect Local Soft Water Supply: Evaluate your boiler feed-water chemistry to prevent scale formation inside high-temperature heating tubes.
- Confirm Emission Law Limits: Check your local industrial zone environmental regulations regarding maximum allowable nitrogen oxide burner emissions.
- Plan Emergency Standby Capacity: Factor in an extra modular steam unit to avoid catastrophic plant downtime during unexpected maintenance windows.
What is “Food-Grade Steam” and how do Taiguo boilers provide it?
Food-grade steam is filtered and free from boiler chemicals or rust. We achieve this by using high-quality feedwater treatment systems and optional stainless steel steam separators. This ensures no contaminants enter your food production line.
Can your Boiler for Food & Beverage Industry handle the high-peak demands of a beverage bottling plant?
Yes. Our WNS series features a large water volume and steam space. This acts as a thermal buffer. It allows the boiler to handle sudden steam surges without a drop in pressure, ensuring your bottling line never stops.
Are Taiguo Boiler for Food & Beverage Industry compliant with Australian AS1210 standards for food plants?
Absolutely. We specialize in customizing pressure vessels for the Australian market. We provide the necessary design registration and third-party inspection reports. Your boiler will be ready for legal operation upon arrival.
How often does a Boiler for Food & Beverage Industry require maintenance?
We recommend a daily blowdown and a comprehensive annual inspection. Our automated PLC system monitors key performance indicators. It alerts your team before a minor issue becomes a major shutdown.
Do you provide boilers for small craft breweries or only large factories?
We offer a wide range of capacities, from 0.5 Ton/hr to 20 Ton/hr. Our compact electric boilers are perfect for small craft breweries. Meanwhile, our gas-fired WNS boilers serve the world’s largest food conglomerates.
Why do you recommend a Deaerator for Boiler for Food & Beverage Industry?
Oxygen in feedwater causes internal corrosion and “pitting.” For food plants, this can lead to metallic tastes in steam. A deaerator removes dissolved oxygen, ensuring the longest boiler life and the purest steam quality. We consider this a “best practice” for any serious food producer.
Can your boilers be integrated into our factory’s SCADA system?
Yes. All Taiguo boilers come with Modbus or Profibus compatibility. Your central control room can monitor boiler pressure, fuel consumption, and safety status in real-time. This is essential for modern “Smart Factories” in the beverage sector.
How do you handle the high salinity in condensate return common in food plants?
We offer automated TDS (Total Dissolved Solids) blowdown systems. This prevents “carryover,” where salty water enters the steam line and ruins food batches. Our sensors monitor water quality every second.
Elevate Your Food Production Today
Do not let old, inefficient boilers risk your food safety or profits. Contact Taiguo’s engineering team for a customized steam audit. We will help you design a safer, greener, and more efficient boiler room.