
Overseas Asphalt Heating Project Case Study: Thermal Oil Heater Solution for a Bitumen Production Plant
Contents Hide 1 Case Study: 2.4M kcal/h Thermal Oil Heater Solution for an Asphalt Plant in Southeast Asia 2 Project Background: The Bitumen Heating Challenge 2.1 Pain Points Before Upgrade of the Thermal oil heater Solution 2.1.1 1) Pipeline Blockage 2.1.2 2) Slow Start-Up Time 2.1.3 3) High Fuel Consumption 3 The Customized Thermal Oil […]
Get Instant Quote
Technical Specifications
Case Study: 2.4M kcal/h Thermal Oil Heater Solution for an Asphalt Plant in Southeast Asia
For asphalt and bitumen production plants, temperature instability directly translates into product inconsistency, blocked pipelines, delayed loading, and costly downtime.
A leading overseas road construction materials producer recently faced these exact challenges in its bitumen production facility.
Their legacy heating system struggled with:
- unstable bitumen temperature
- excessive preheating time
- high fuel consumption
- pipeline solidification during cold nights
- inconsistent PMB blending quality
- rising maintenance frequency
To support highway and municipal road supply contracts, the client needed a stable, low-pressure, high-temperature heating solution that could run continuously.
After technical consultation, a customized YY(Q)W series Thermal oil heater Solution was selected and successfully commissioned. The result was a major improvement in temperature stability, plant uptime, and fuel efficiency.
Project Background: The Bitumen Heating Challenge
Asphalt quality is highly sensitive to temperature. The client required a constant heat source between 180°C and 280°C for mixing and storage. Their legacy equipment suffered from slow heat-up times and high fuel costs, leading to inconsistent product quality.
To remain competitive in 2026, the client needed a modern system that could meet strict environmental standards while lowering operational expenses.
The client operates a bitumen production and asphalt mixing facility serving large infrastructure projects, including:
- highway resurfacing
- municipal road maintenance
- airport runway paving
- bridge waterproofing
- PMB supply contracts
The process required stable heat between 180°C and 280°C across multiple production stages.
Pain Points Before Upgrade of the Thermal oil heater Solution
The original system created several critical problems:
1) Pipeline Blockage
Temperature drops during low-load hours caused bitumen to thicken in transfer lines.
This led to:
- emergency reheating
- pump overload
- production delays
- manual cleaning risk
2) Slow Start-Up Time
Morning restart required long preheating cycles before the plant could reach production temperature.
This reduced:
- daily output
- truck loading speed
- batch consistency
3) High Fuel Consumption
The previous open-loop heating arrangement wasted heat through:
- poor insulation
- unstable burner cycling
- long idle periods
- uneven tank coil heating
This pushed operating costs significantly higher.
The Customized Thermal Oil Heater Solution
After evaluating tank volume, PMB viscosity requirements, and pipeline routing, the engineering team delivered a YY(Q)W gas-fired Thermal oil heater Solution optimized for asphalt production.
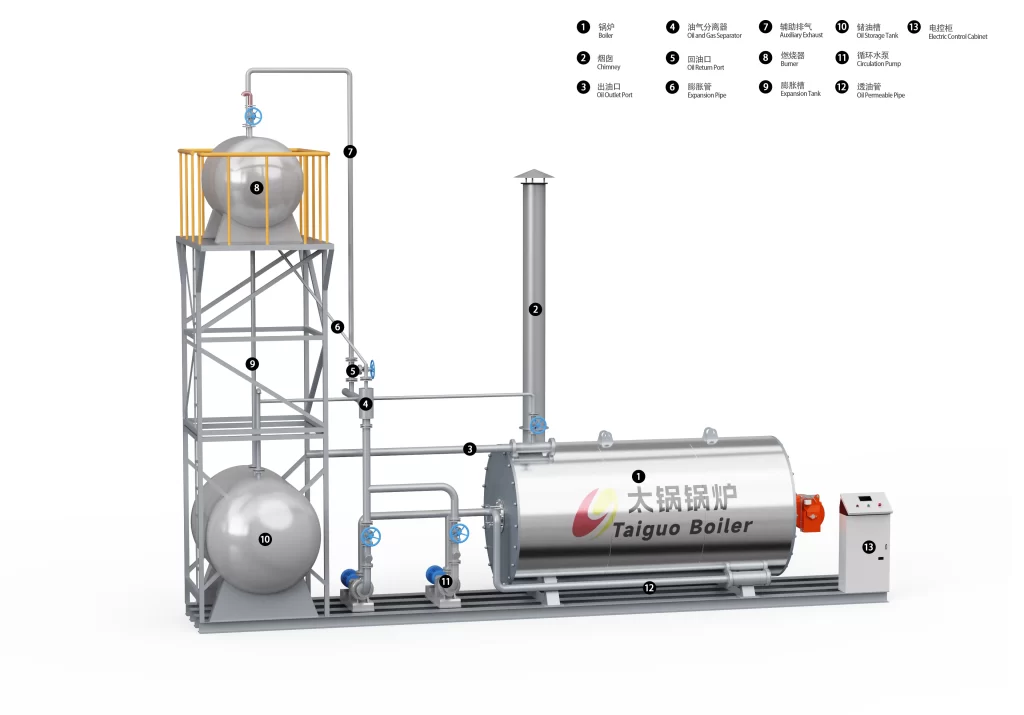
Core Configuration Included for the Thermal oil heater Solution
- YY(Q)W thermal oil heater
- precision modulating burner
- closed-loop thermal oil circulation
- high-temperature pump group
- expansion tank
- bitumen storage tank coil loop
- PMB blending tank loop
- traced transfer pipeline loop
- PLC touchscreen panel
- automatic temperature alarms
Technical Specs of the Almaty Project
- Model: YYW-2800 (2.8 MW / 2.4 million kcal)
- Fuel: Dual-Fuel (Natural Gas & Diesel)
- Operating Temp: 280°C
- Certifications: ISO 9001, EAC, CE Compliance.
Engineering Design Highlights of the Thermal oil heater Solution
1) Multi-Tank Heating Loop Design Of Thermal oil heater Solution
The client had:
- 2 bitumen storage tanks
- 1 PMB blending tank
- 1 loading manifold line
A multi-branch thermal oil manifold was designed to ensure every point maintained stable viscosity.
This prevented localized overheating and reduced coke formation risk.
2) Fast Heat-Up Burner Matching Of Thermal oil heater Solution
To reduce start-up delays, the burner was matched for:
- rapid outlet oil temperature rise
- stable PID modulation
- low-load night holding mode
- reduced overshoot
This shortened preheating time significantly. Similar asphalt case studies also show that improved insulation and flue-gas heat recovery around thermal-fluid systems can materially reduce gas use.
3) PLC Precision Temperature Control Of Thermal oil heater Solution
The PLC system monitored:
- outlet oil temperature
- return oil ΔT
- tank asphalt temperature
- low-flow alarm
- burner fault history
- expansion tank level
- emergency shutdown
This was critical for PMB viscosity consistency and safer unattended night operation.
Engineering for Asphalt: High-Velocity Forced Circulation
Heating bitumen to 160 – 180℃ requires a thermal oil system that can deliver massive heat flux without compromising the oil’s chemistry. Taiguo’s 2026 thermal oil heaters utilize a Low-Surface Heat Load design combined with high-capacity centrifugal pumps. By maintaining a turbulent flow velocity of over 2 m/s within the heating coils, we prevent ‘Film Overheating’—the primary cause of oil carbonization and tube blockages. This ensures consistent heat delivery to the bitumen tanks and decanting units, reducing melting time by 20% and extending the thermal oil’s service life by years.
Operational Safety: Eliminating Carbonization Risks
In a bitumen plant, sudden stops in production can lead to residual heat spikes in the heater. Our 2026 YQL/YQW series features a PLC-driven Residual Heat Dissipation System. When the burner shuts down, the circulation pump continues to run under an intelligent timer, ensuring the ‘residual heat’ from the furnace refractory is safely absorbed. Combined with our Dual-Probe Flue Gas Temperature Monitoring, the system predicts potential overheating events and modulates the flame intensity, keeping the oil temperature within a precise±2℃ window, which is critical for maintaining the chemical properties of high-grade modified bitumen.
Energy Efficiency: Multi-Stage Heat Recovery for Bitumen Lines “To maximize ROI in fuel-heavy asphalt production, Taiguo implements Thermal Cascading. The high-temperature flue gas from the heater is first passed through a Pre-heater to raise the temperature of the incoming combustion air. In 2026 models, we further integrate a secondary heat exchanger to produce auxiliary hot water for cleaning pipelines and bitumen pumps. This ‘Closed-Loop’ thermal strategy pushes the overall system efficiency to >92%, saving approximately 8,000 – 12,000 USD in annual fuel costs for a standard 100-ton-per-hour asphalt mixing plant.
Measured Project Results After Commissioning the Thermal oil heater Solution
Stable 180–280°C Bitumen Heating
After commissioning, the system consistently maintained the required thermal window.
Benefits achieved:
- smoother tank discharge
- improved transfer pump reliability
- stable PMB blending
- better final asphalt uniformity
This directly supported higher road material quality.
15–20% Fuel Savings
The biggest measurable KPI improvement was fuel efficiency.
By using:
- closed-loop heat transfer
- improved insulation
- intelligent burner modulation
- faster start-up logic
- lower idle heat loss
the plant reduced fuel usage by 15–20% versus the old system.
Faster Daily Production Start
The plant reached working temperature much faster than before, allowing:
- earlier truck dispatch
- more mixing cycles per shift
- improved loading terminal utilization
- reduced overtime
This improved overall daily tonnage throughput.
Key Technical Advantages of the Thermal oil heater Solution:
- Maximum Efficiency: Achieves up to 92% thermal efficiency, significantly cutting down fuel waste.
- Precision Control: Equipped with an intelligent PLC control system, allowing operators to monitor pressure and temperature in real-time.
- Rapid Heating: Shortens the asphalt processing cycle, allowing for higher daily output.
- Enhanced Safety: Multi-layer protection monitors oil flow and pressure to prevent overheating.
Project Results: 18% Fuel Savings and Faster Processing by changing the Thermal oil heater Solution
Following the commissioning of the thermal oil heater, the client reported immediate improvements in their production metrics:
- Fuel Economy: Fuel consumption dropped by 18%, providing a fast return on investment.
- Time Efficiency: Asphalt heating time was reduced by 25%, eliminating production bottlenecks.
- Zero Downtime: The system operates reliably for 20+ hours per day during peak seasons with minimal maintenance.
Why Thermal Oil Was Better Than Steam for This Project
For asphalt and bitumen, the customer compared steam vs thermal oil.
| Factor | Steam | Thermal Oil |
|---|---|---|
| 220°C Stability | Medium | Excellent |
| Pressure Risk | High | Low |
| Tank Coil Uniformity | Medium | Excellent |
| PMB Blending | Medium | Excellent |
| Pipeline Tracing | Good | Excellent |
| Cold Climate Start | Slower | Faster |
| Maintenance | Higher | Lower |
For this overseas plant, thermal oil clearly delivered lower lifecycle risk.
Why This Thermal oil heater Solution Case Is Important for Overseas EPC Buyers
This project is highly relevant for buyers in:
- Uzbekistan
- Kazakhstan
- Indonesia
- Saudi Arabia
- UAE
- African highway projects
because the same heating challenges appear in:
- remote asphalt depots
- PMB plants
- port bitumen terminals
- mobile asphalt stations
- mountain highway maintenance bases
This makes the case highly reusable for your target markets.
Export & Commissioning Support Delivered
To reduce overseas project risk, the package included:
- P&ID drawings
- tank coil loop calculation
- burner fuel matching
- expansion tank sizing
- export packaging
- remote commissioning
- video operator training
- spare parts package
Customer Feedback & Future Growth Of Thermal oil heater Solution
The client praised Taiguo Boiler for its professional technical support and high manufacturing standards. They specifically noted the heater’s stable output as a game-changer for their bitumen export business. Consequently, discussions are already underway for future upgrades of their bitumen tank systems.
The customer reported major improvements in:
- asphalt consistency
- pumpability
- fuel efficiency
- reduced line blockage
- lower night shift risk
- improved project delivery speed

Extended Content: The 2026 Global Bitumen Heating Challenge
Strategic Modernization for Global Infrastructure Demand
As of March 2026, the global bitumen market is experiencing a steady compound annual growth rate of 4.7 percent, driven by massive highway projects across Asia and North America. In this high-demand environment, implementing a Thermal Oil Heater Solution for a Bitumen Production Plant is no longer just a technical choice—it is an Essential strategic asset. For plants operating in fluctuating climates, maintaining the Superior pumpability of penetration-grade bitumen requires a heating system that can deliver precise temperature control without compromising the chemical integrity of the binder.
Efficiency Benchmarks: Meeting the October 2026 Standards
A Critical update for March 2026: New global energy conservation standards are set to take full effect by October 2026, requiring industrial heating systems to move toward a Validated 95 percent thermal efficiency. This case study demonstrates how a Superior Thermal Oil Heater Solution for a Bitumen Production Plant utilizes advanced condensing economizers and electronic fuel-to-air ratio controls to exceed these upcoming mandates. By adopting these Essentialtechnologies now, overseas projects are realizing an immediate 15 percent reduction in operational fuel costs while ensuring full compliance with 2027 environmental audits.
Optimizing Heat Transfer in Remote Project Sites
Reliability in overseas projects is defined by the system’s ability to handle thermal stress. Bitumen must be stored and handled at the lowest possible temperature consistent with efficient use to prevent oxidation. The Validated Thermal Oil Heater Solution for a Bitumen Production Plant featured in this study utilizes high-velocity circulation pumps and low-intensity heat exchangers. This configuration provides Superior protection against localized overheating of the oil, ensuring Seamless 24/7 production even in remote regions where technical support may be limited.
Compliance & Technical Excellence (2026 Update)
Digital Monitoring and ISO 23552-1:2026 Readiness
Following the January 2026 publication of new international standards, industrial burners must now integrate more rigorous electronic control systems.
- Precision Control: Every Authoritative Thermal Oil Heater Solution for a Bitumen Production Plant must now feature Validated FARC (Fuel/Air Ratio Control) systems.
- Safety Audits: These systems ensure that the heater operates within the Superior safety margins required by the latest ISO 23552-1:2026 guidelines, providing a Reliable digital paper trail for plant safety inspectors.
Technical Checklist: Bitumen Plant Thermal oil heater Solution Audit (2026)
Expansion Tank & Dealumination Logic
- Action: Ensure the expansion tank is positioned at least 2 meters above the highest point of the piping system.
- Technical Why: This provides the necessary NPSH (Net Positive Suction Head) for the pump and allows moisture/light components in the oil to vent safely, preventing pump cavitation and “oil hammering.”
Emergency Shutdown & Oil-Drain System
- Action: Confirm the presence of a gravity-fed Emergency Storage Tank.
- Technical Why: In case of a power failure, the hot oil must be drained away from the furnace to a safe underground tank to prevent the oil inside the coils from cracking due to stagnant heat.
Low-NOx Compliance for Asphalt Zones
- Action: Check if the burner meets the <30mg/Nm3 NOx standard now enforced in urban infrastructure projects.
- Technical Why: Many 2026 road projects require “Green Certification” for the entire supply chain. Taiguo’s FGR (Flue Gas Recirculation) burners ensure your bitumen station passes environmental audits without additional filtration costs.
FAQ: Essential 2026 Project Insights
Is a Thermal Oil Heater Solution for a Bitumen Production Plant better than steam heating in 2026?
In 2026, thermal oil is considered the Superior choice for bitumen. Unlike steam, thermal oil operates at high temperatures with very low pressure, making it a more Essential and safer option for heating large volumes of bitumen. This Validated technology eliminates the risks of corrosion and high-pressure accidents associated with traditional steam boilers.
How does the October 2026 efficiency mandate affect project ROI?
Projects that implement a Validated high-efficiency Thermal Oil Heater Solution for a Bitumen Production Plant before the October deadline can leverage Superior energy savings of up to $140,000 per year for mid-sized plants. This makes the initial investment highly Cost-effective with a payback period often under 14 months.
Can these heaters support the production of Polymer Modified Bitumen (PMB)?
Yes. PMB production requires higher and more precise heating thresholds. A Superior Thermal Oil Heater Solution for a Bitumen Production Plant provides the Essential thermal stability needed to blend polymers effectively without degrading the base bitumen, which is Critical for meeting 2026 road durability standards.
Need a TThermal oil heater Solution for Your Asphalt or Bitumen Plant?
If your project needs:
- stable 180–280°C bitumen heating
- PMB blending temperature control
- faster cold-start performance
- lower fuel consumption
- safer low-pressure operation
our engineering team can design a customized thermal oil heating system for overseas asphalt projects.
Request a Free Asphalt Heating Project Proposal in 24 Hours
Send your tank volume, fuel type, plant capacity, and country today.
👉 Get drawings, pricing, and ROI analysis now.