
High-Precision Industrial Boilers for the Chemical Industry: 2026 Thermal Solutions
In chemical processing, thermal energy is the catalyst for transformation. From large-scale petrochemical refining to specialized pharmaceutical synthesis, the precision and safety of your steam or thermal oil supply define your operational success. With 10 years of engineering expertise, we provide High-Precision Industrial Boilers systems designed to meet the rigorous safety and temperature control standards […]
Get Instant QuoteTechnical Specifications
In chemical processing, thermal energy is the catalyst for transformation. From large-scale petrochemical refining to specialized pharmaceutical synthesis, the precision and safety of your steam or thermal oil supply define your operational success. With 10 years of engineering expertise, we provide High-Precision Industrial Boilers systems designed to meet the rigorous safety and temperature control standards of the global chemical sector.
1. Thermal Demands in the Chemical Sector
Chemical manufacturing requires a versatile approach to heating:
| Chemical Process | Heating Media | Key Requirement |
| Reactor Heating | Thermal Oil or Steam | Rapid ramp-up and precise temperature hold. |
| Distillation & Evaporation | High-Pressure Steam | Constant heat flux to maintain separation purity. |
| Polymerization | Thermal Oil | High temperature 200°C-350°C at low operating pressure. |
| Storage & Tracing | Low-Pressure Steam | Preventing solidification of viscous chemicals in pipes. |
2. High-Precision Industrial Boilers for Chemical Plants
A. WNS Series Steam Boilers (Gas/Oil)
- Best For: Distillation columns and sterilization in pharmaceutical plants.
- Advantage: Fast steam generation and automated control. Our chemical-grade WNS boilers feature advanced burners with low-NOx technology to meet the strictest environmental regulations in industrial zones.

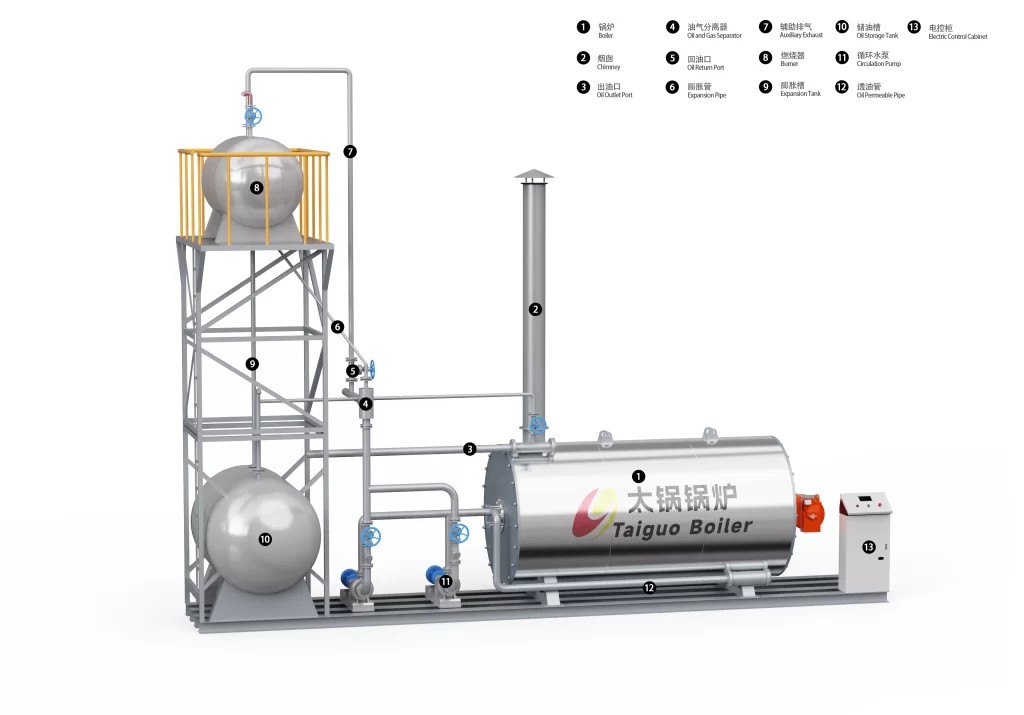
B. YLW/YYW Series Thermal Oil Heaters
- Best For: High-temperature reactors and resin production.
- Advantage: Unlike steam, thermal oil provides temperatures up to 350°C while maintaining almost atmospheric pressure, significantly reducing the cost of high-pressure piping and vessel certifications.
3. Safety First: Chemical-Grade Protection
In a chemical environment, the boiler must be the safest part of the plant. We implement:
- Explosion-Proof Components: We can equip boilers with explosion-proof burners and control cabinets for plants handling volatile organic compounds (VOCs).
- Dual-Safety Interlocks: Redundant sensors for water level, pressure, and temperature to ensure immediate automatic shutdown in case of any process anomaly.
- Corrosion-Resistant Materials: For plants using corrosive feedwater or specialized chemicals, we offer stainless steel internal components to extend equipment life.
4. Maximizing Energy Efficiency in Chemical Loops
Chemical processes often generate waste heat. We help you create a closed-loop system:
- Flue Gas Heat Recovery: Using economizers to preheat boiler water or process fluids.
- Steam Condensate Recovery: Returning high-temperature condensate to the boiler saves up to 15% in fuel and reduces water treatment costs.
- Smart Automation: Integration with your plant’s DCS (Distributed Control System) for centralized thermal management.
5. Global Compliance & Documentation
We provide the “Technical Dossier” required for international chemical safety audits:
- ASME S & U Stamps: Compliance with international pressure vessel codes.
- Customs Facilitation: Providing Form E for ASEAN markets or Uzstandard documentation for Central Asian chemical clusters.
6.Strategic Content Sections for Chemical Industry
A. Why Precision is the “Safety Margin” in Chemicals
“In high-stakes chemical synthesis, a temperature fluctuation of even 2°C can trigger unwanted byproducts or dangerous pressure spikes. Our High-Precision Industrial Boilers utilize advanced PID controllers to maintain a steady heat supply within a ±1°C range. This precision is essential for delicate processes like polymer curing and resin production.”
B. Low Pressure, High Temperature: The Thermal Oil Advantage
“For chemical reactors requiring heat above 200°C, traditional steam systems often require dangerously high pressures. Our High-Precision Industrial Boilers (Thermal Oil variants) deliver up to 350°C while maintaining near-atmospheric pressure, significantly reducing the risk of equipment fatigue and ensuring a safer workspace.”
6.FAQ: Thermal Solutions for the Chemical & Pharmaceutical Industry
Q1: Why is precise temperature control critical for chemical reactors, and how does your boiler ensure it?
A: In chemical synthesis, even a 2°Cdeviation can lead to side reactions or batch failure. Our boilers and thermal oil heaters are equipped with PID (Proportional-Integral-Derivative) control systems and high-precision modulating burners. This setup allows for steamy/oil flow adjustment within 1°C, ensuring the perfect “catalyst environment” for your reactors.
Q2: How do I prevent thermal oil degradation (carbonization) in my heating system?
A: Thermal oil “cracking” or oxidation is a major concern. To prevent this, we design our heaters with an optimal furnace heat load to avoid localized overheating of the oil. Additionally, we recommend an expansion tank with a nitrogen blanket (N2 sealing) to prevent the oil from contacting oxygen, extending the fluid’s life by up to 50%.
Q3: Can your boilers be installed in hazardous “Zone 1” or “Zone 2” explosion-proof areas?
A: Yes. For chemical plants handling volatile solvents, we provide specialized Explosion-Proof (Ex-rated) configurations. This includes spark-resistant burners, flame-proof control panels (IP65 or higher), and armored cabling. We ensure the entire thermal unit complies with international safety standards for hazardous environments.
Q4: What is the advantage of using a Thermal Oil Heater over a Steam Boiler for chemical resins?
A: For processes requiring temperatures above 200°C(like resin or polymer production), a steam boiler would require extremely high pressure (>20 bar), increasing equipment costs and risk. A Thermal Oil Heater can reach up to 350°C at near-atmospheric pressure, significantly simplifying your piping design and reducing the frequency of mandatory high-pressure vessel inspections.
Q5: How do you handle the corrosive nature of chemical plant environments?
A: Chemical facilities often have corrosive atmospheres that can degrade standard boiler shells. We offer stainless steel (SS304/SS316) cladding for the boiler body and specialized anti-corrosion coatings for the external casing. For the internal heat exchanger, we use high-grade carbon steel or alloy tubes that meet ASME corrosion-allowance specifications.
Q6: Can High-Precision Industrial Boilers be integrated with my factory’s DCS?
A: Absolutely. Our 2026 models feature open-protocol PLC systems (Modbus/Profibus), allowing seamless integration into your Distributed Control System (DCS) for centralized monitoring and real-time data logging.
Q7: What safety features are mandatory for chemical-grade boilers?
A: Every High-Precision Industrial Boiler for the chemical industry should be equipped with explosion-proof burners, dual-redundant safety valves, and automatic flame-out protection to comply with ASME Section VIII standards.
Q8: How do these boilers improve ROI in chemical plants?
A: By providing superior thermal stability, our boilers reduce “batch waste” caused by overheating and lower fuel consumption through high-efficiency heat recovery auxiliaries, typically resulting in an ROI within 14 months.
📩 Request a Specialized Chemical Thermal Audit from Kim
- WhatsApp Kim: 8615093412637
- Expert Consultation: kimjin2018@cnmiracletrade.com