Enhancing Production Safety and Efficiency in the Chemical Industry with Our Gas Steam Boiler
In the chemical industry, steam is not just a utility—it is a critical process driver that directly affects safety, reaction stability, product quality, and production efficiency. From reactor heating and solvent recovery to distillation, drying, sterilization, and pipeline tracing, the reliability of your chemical industry steam boiler determines whether your plant can maintain safe continuous […]
Get Instant Quote
Technical Specifications
In the chemical industry, steam is not just a utility—it is a critical process driver that directly affects safety, reaction stability, product quality, and production efficiency.
From reactor heating and solvent recovery to distillation, drying, sterilization, and pipeline tracing, the reliability of your chemical industry steam boiler determines whether your plant can maintain safe continuous operation under demanding conditions.
The chemical industry requires a stable and reliable thermal energy system. Many production processes depend heavily on accurate temperature control and continuous heat supply.
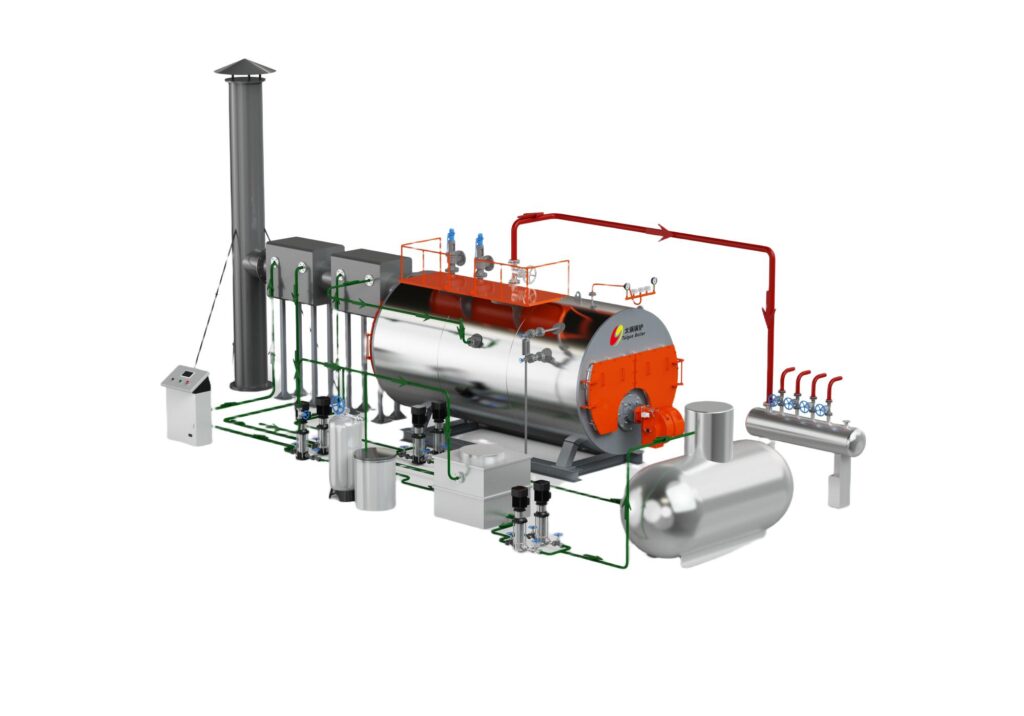
A gas steam boiler for chemical industry applications provides clean combustion, automatic operation, and precise steam control. This system efficiently supports chemical processes such as reactor heating, distillation, mixing, and material processing.
A properly engineered steam system helps chemical manufacturers improve production safety. Furthermore, this system reduces energy waste and maintains consistent product quality.
In 2026, chemical manufacturers face increasing pressure from:
- stricter safety standards
- rising natural gas prices
- emission compliance requirements
- 24/7 continuous production demand
- hazardous process risk control
That is why more chemical plants are upgrading to high-efficiency gas steam boilers with smart automation and multiple safety protections.
This guide explains how our gas steam boiler helps chemical factories improve both production safety and energy efficiency.
Why Steam Boilers Are Critical in Chemical Manufacturing
Steam is widely used across chemical production processes:
1) Reactor Heating
Precise steam pressure is essential for:
- polymerization
- esterification
- resin synthesis
- solvent reactions
- catalyst activation
Pressure fluctuation can lead to:
- incomplete reactions
- off-spec products
- unstable viscosity
- batch inconsistency
- overheating risks
Stable saturated steam significantly improves reaction temperature control accuracy.
2) Distillation & Solvent Recovery
Chemical plants use steam for:
- reboilers
- fractionating columns
- solvent separation
- heat tracing systems
Stable steam supply improves:
- separation purity
- solvent recovery ratio
- distillation speed
- continuous throughput
DOE steam optimization case studies show petrochemical and ammonia plants can greatly reduce natural gas use through better steam system control.
3) Drying & Process Finishing
Steam supports:
- powder drying
- granulation
- chemical sludge drying
- pigment processing
- coating lines
Dry steam quality is extremely important to avoid:
- moisture deviation
- particle agglomeration
- unstable drying curves
- lower yield
Precision Thermal Control for Exothermic & Endothermic Reactions
In fine chemical synthesis, a variance of even ±1°C can destabilize a reaction or affect the purity of the final pharmaceutical grade product. Our TG-WNS series gas steam boilers are engineered to deliver high-dryness saturated steam (typically 99% or higher). By integrating high-capacity steam separators and optimized drum internals, we prevent ‘water carryover’ into the reactor jackets. This ensures uniform heat transfer across the vessel walls, preventing localized hotspots and ensuring the chemical stability required for complex batch processing in Indonesia’s and Uzbekistan’s growing chemical parks.”
Thermal Energy Challenges in Chemical Production
Chemical factories often face demanding thermal energy requirements and strict operational challenges:
1. Continuous Production
Many chemical processes operate continuously. This intensive schedule requires an uninterrupted, highly stable steam supply.
2. Precise Temperature Control
Small temperature fluctuations can easily affect reaction quality. They can also damage sensitive chemical formulations.
3. Safety Requirements
Chemical plants require reliable protection systems. These safety features minimize operational risks and protect your workers.
4. Energy Cost Management
High fuel consumption directly affects your overall manufacturing costs. Modern plants must optimize their thermal efficiency.
Implementing a professional chemical plant boiler solution helps manufacturers overcome these challenges.
How Our Gas Steam Boiler Improves Production Safety
Explosion-Proof Engineering & Fail-Safe Controls
Chemical environments are often hazardous. Your chemical industry steam boiler controls must be as tough as your processes.
- The Standard: We offer customized IP55-rated or Explosion-Proof (Ex-rated) Control Cabinets for sensitive zones.
- Triple-Layer Safety: Every Taiguo chemical boiler features Dual-Safety Valves and a High/Low Water Level Interlock. If the sensors detect any deviation from the set-point, the Siemens PLC system shuts down the gas train in milliseconds, preventing any risk of over-pressure.
Safety First: Explosion-Proof Instrumentation & Redundant Interlocks: Safety is the ‘Red Line’ in chemical plant operations. For boilers installed in proximity to volatile zones, Taiguo offers upgraded Explosion-Proof (Ex-rated) burner motors, ignition systems, and sensor arrays. Beyond hardware, our 2026 control logic includes a Triple-Redundant Safety Interlock. This includes high-pressure fuel cut-offs, dual low-water-level alarms, and furnace flame-out protection with an automated nitrogen purge. These features ensure that even in the event of an external emergency, the boiler fails to a ‘Safe State,’ protecting your high-value chemical assets and workforce.”
Solving the “Reactor Fouling” with Constant Temperature
When heating jackets on chemical reactors receive unstable steam, the product can overheat and “foul” (stick) to the reactor walls.
- The Solution: Our boilers utilize a Large Steam Storage Space design. This acts as a buffer against sudden load changes when multiple reactors open their steam valves simultaneously.
- The Result: You get ±0.05 MPa pressure stability, ensuring uniform heating cycles and protecting your expensive catalysts from thermal shock.
Energy Recovery: Slashing OPEX in Energy-Intensive Facilities
Chemical plants are among the highest energy consumers globally. To offset rising gas tariffs in 2026, Taiguo’s chemical-grade boilers are equipped with high-efficiency Spiral-Finned Tube Economizers. By capturing waste heat from the flue gas to preheat feed water, we boost thermal efficiency to 98%. For a 10-ton boiler operating 24/7, this translates to an annual fuel saving of approximately $45,000 to $60,000. This efficiency allows chemical manufacturers to maintain competitive pricing in the global export market while adhering to ‘Green Manufacturing’ mandates.”
Multi-Level Pressure Protection for chemical industry steam boiler
Our chemical industry steam boiler system includes:
- dual pressure controllers
- high-limit pressure cut-off
- safety valves
- low-water protection
- flame failure shut-off
- emergency gas stop valve
These features help chemical plants reduce:
- overpressure risk
- dry-fire accidents
- burner flameout hazards
- gas leakage incidents
This is highly aligned with OSHA process safety management principles for hazardous manufacturing environments.
PLC + SCADA Smart Monitoring for chemical industry steam boiler
Real-time monitoring includes:
- steam pressure
- water level
- gas pressure
- oxygen level
- flue gas temperature
- burner status
- alarm history
This helps operators detect abnormal conditions before they affect reactors or distillation columns.
Remote diagnostics also reduce manual inspection risk inside hazardous areas.
Stable Steam for Continuous Reactions for chemical industry steam boiler
For fine chemicals and petrochemical lines, sudden pressure drop may stop the process.
Our gas steam boiler offers:
- rapid load response
- ±0.1–0.2 bar pressure stability
- fast burner modulation
- cascade multi-boiler control
- 24/7 continuous duty design
This is ideal for:
- resins
- coatings
- fertilizers
- pharmaceutical intermediates
- industrial solvents
How Our Boiler Reduces Chemical Plant Energy Cost
DOE steam system guidance recommends condensate return, economizers, burner upgrades, and automatic blowdown as top ROI measures.
1) High Combustion Efficiency of chemical industry steam boiler
Our gas steam boilers typically achieve:
- 92–98% thermal efficiency
- low excess air combustion
- low NOx burner compatibility
- oxygen trim optimization
This reduces fuel cost significantly for continuous plants.
2) Economizer Heat Recovery of chemical industry steam boiler
A feedwater economizer can improve overall efficiency by 5–10%, especially in high-load chemical plants.
Best for:
- 6 ton boiler
- 10 ton boiler
- 15 ton boiler
- 20 ton steam systems
3) Condensate Recovery System of chemical industry steam boiler
Chemical factories often have high condensate return potential.
Benefits include:
- lower gas usage
- reduced water treatment chemicals
- lower make-up water cost
- faster steam generation
- reduced thermal shock
This is one of the fastest ROI upgrades in chemical plants.
Strategic Applications of Taiguo Boilers in the Global Chemical Sector
In the chemical industry, thermal stability is synonymous with product purity and operational safety. Our boilers (ranging from 2-ton to 20-ton capacities) are engineered to meet the high-pressure, 24/7 demands of the following specialized sub-sectors:
1. Chemical industry steam boiler For Fine Chemical Synthesis & Batch Processing
Fine chemicals require meticulous temperature control to manage Exothermic (heat-releasing) and Endothermic (heat-absorbing) reactions.
- The Process: Steam is injected into the jackets of glass-lined or stainless-steel reactors to maintain a precise thermal profile during chemical bonding.
- The Taiguo Advantage: Our boilers deliver high-dryness saturated steam (99%+). This prevents “Water Hammer” in the reactor jackets and ensures a uniform heat transfer coefficient, which is critical for maintaining a temperature variance of less than ±1°C, ensuring every batch meets international purity standards.
2. Chemical industry steam boiler For Polymer & Plastic Resin Production
The production of resins, PVC, and polyethylene involves high-pressure polymerization that cannot afford a thermal dip.
- The Process: Constant steam is used to pre-heat raw materials and maintain the viscosity required for extrusion and molding.
- The Taiguo Advantage: For large-scale polymer plants in Indonesia and Vietnam, we provide SZS series water tube boilers with advanced PLC logic. These systems can handle sudden “Steam Spikes” when a new production line comes online, preventing pressure drops that could lead to “solidification” and catastrophic pipe blockages.
3.Chemical industry steam boiler For Pharmaceutical & Active Pharmaceutical Ingredient (API) Manufacturing
Pharmaceutical plants operate under the strictest hygiene and safety standards (GMP/HACCP).
- The Process: Steam is used for sterilization (SIP/CIP), solvent recovery through distillation columns, and vacuum drying of powdered medicines.
- The Taiguo Advantage: We offer specialized Clean Steam Solutions and stainless-steel economizers to prevent metallic contamination. Our ultra-low NOx burners (under 30mg) ensure the facility remains compliant with the “Green Pharma” mandates emerging in 2026, making it easier for our clients to export to European and North American markets.
4. Chemical industry steam boiler For Rubber Vulcanization & Synthetic Fiber Extrusion
From tire manufacturing to polyester fiber production, high-pressure steam is the catalyst for molecular cross-linking.
- The Process: Large-scale autoclaves and spinning machines require a steady thermal flow to ensure the elasticity and tensile strength of the finished rubber or fiber.
- The Taiguo Advantage: Our WNS series boilers are built for Peak-Load Endurance. Even when operating at 90% capacity for months on end in the industrial zones of Uzbekistan, the boilers maintain 98% thermal efficiency, significantly reducing the “Thermal Cost per Ton” of finished goods.
5.Chemical industry steam boiler For Oil & Gas Refining and Storage Terminals
In oil refineries and chemical storage hubs, boilers are used for heavy oil pre-heating and tank farm temperature maintenance.
- The Process: Using steam or thermal oil to reduce the viscosity of crude oil or heavy chemicals to ensure they remain “Pumpable” during transfer.
- The Taiguo Advantage: We provide Explosion-Proof (Ex-rated) instrumentation and redundant safety interlocks. This “Safety-First” engineering is essential for equipment installed in hazardous locations (HazLoc), providing a reliable thermal buffer for the volatile environments of oil & gas infrastructure.
Safety Features for Chemical Industry Steam Boiler Systems
Chemical production requires a high level of operational safety.
Therefore, our safe steam boiler system includes multi-layered safety features:
Burner Safety Control
We install automatic flame monitoring systems. These devices immediately trigger a safety shutdown if a flameout occurs.
Pressure Protection
Dual safety valves and active pressure monitoring systems prevent abnormal overpressure operations.
Water Level Protection
Automatic low-water alarms and cut-offs protect the boiler from dry-firing damage.
Intelligent Monitoring
The PLC control panel allows operators to monitor system performance in real-time.
How to Select a Steam Boiler for Chemical Industry?
Selecting the correct chemical industry steam boiler depends on several technical factors:
Steam Capacity
We calculate your required steam capacity based on your production equipment consumption.
Operating Pressure
Different chemical processes require different steam pressure levels. We customize pressure ratings accordingly.
Fuel Availability
We analyze natural gas availability, local fuel costs, and environmental regulations.
Process Requirements
We evaluate heating temperatures, production schedules, and steam stability requirements.
Future Expansion
We design systems that support your future production growth.
Recommended Thermal Energy Solutions for Chemical Plants
Different chemical processes require different heating solutions. We offer a comprehensive thermal product matrix:
WNS Gas Steam Boiler
This boiler is perfect for chemical reactors and general process heating.
- Explore our high-efficiency WNS Gas Steam Boiler.
SZS Water Tube Boiler
This system suits large chemical plants requiring high steam demand and continuous operation.
- Learn more about our SZS Boiler systems.
Thermal Oil Heater
This heater is ideal for high-temperature processes requiring precise thermal control.
- Check out our advanced Thermal Oil Heater solutions.
Biomass Boiler
This boiler helps chemical factories utilize local agricultural waste resources.
- View our sustainable Biomass Boiler.
Complete Chemical Plant Steam System Engineering
A successful chemical boiler project requires complete system engineering. We design integrated solutions rather than selling individual equipment.
Our professional engineering support includes:
- Detailed steam demand calculation
- Custom boiler system selection
- Fuel property analysis
- Complete boiler room layout design
- High-pressure pipeline system design
- On-site installation supervision
- Professional commissioning support
An integrated engineering approach improves system safety and long-term operational reliability.
Optimize Your Plant Energy System:
- Design your system layout with our Engineering Hub.
Chemical Industry Boiler Project Approach
We customize every chemical industry boiler project according to your unique operating conditions.
Our team analyzes your production process and required steam pressure. We also evaluate factory capacity and local safety requirements. Our professional solutions focus on stable operation, high energy efficiency, and total production continuity.
ROI of chemical industry steam boiler
A typical 10 ton gas steam boiler for a chemical factory can usually deliver:
- 15–25% fuel savings
- lower process interruption risk
- fewer shutdown losses
- better batch consistency
- 12–18 months payback
For 24/7 chemical plants, the ROI is often even faster.
ROI through Corrosion Resistance & Durability For Chemical industry steam boiler
The atmosphere in a chemical plant is often corrosive. Standard boilers rust out in 5 years.
- The Material Science: We use High-Grade Stainless Steel (SUS304) cladding and specialized anti-corrosion primers on all exposed surfaces to withstand acidic or alkaline air.
- Lower OPEX: By integrating a Stainless Steel Deaerator, we remove dissolved oxygen from the feed water, preventing internal “pitting corrosion” and extending your boiler’s life to 25+ years.
2026 Compliance For Chemical industry steam boiler : EAC, SNI & ISO Standards
- Environmental Integrity: Our burners are tuned for Ultra-Low NOx (<30mg/Nm³), helping your plant meet the 2026 sustainability targets set by the DENR or MOM.
- Document Readiness: We provide full EAC (TR CU) passports and hydrostatic test reports, ensuring your chemical plant passes government safety inspections on the first attempt.
Client Background OF Chemical industry steam boiler
A mid-sized chemical manufacturing plant in South America specialized in producing industrial solvents and additives. The company required a stable and high-quality steam,chemical industry steam boiler supply for mixing, distillation, and temperature-controlled processing. However, their legacy boiler system was outdated and unable to meet the increasing production demand.
Industry: Chemical Manufacturing
Location: South America
Application: Distillation, heating, and temperature-controlled processing
Challenges Faced by the Client
- ❌ Unstable Steam Pressure Affecting Product Quality
- Chemical production requires precise temperature control. The old boiler’s inconsistent steam pressure caused temperature fluctuations, directly impacting chemical reaction stability and final product purity.
- ❌ High Operating Costs
- The outdated system had low thermal efficiency, resulting in excessive natural gas consumption and rising operational costs.
- ❌ Frequent Safety Concerns
- The old boiler lacked modern safety features. Occasional pressure surges and manual operation posed significant safety risks for the plant.
- ❌ Environmental Compliance Issues
- The facility struggled to meet new emission regulations due to the boiler’s high NOx emissions and incomplete combustion.
Our Tailored Solution for the chemical industry steam boiler
To address these challenges, we recommended installing our High-Efficiency Horizontal Gas SChemical industry steam boiler, specially engineered for chemical processing environments requiring stable and precise steam delivery.
✔ Boiler Features Selected for the Chemical Plant
- High-precision steam control system ensuring consistent temperature levels for chemical reactions
- Low NOx burner technology to meet strict environmental standards
- Fully automatic operation for improved safety and reduced human error
- Multi-pass heat exchange to maximize thermal efficiency and reduce fuel consumption
- Comprehensive safety protections including overpressure, water-level alarms, and automatic shutdown
Efficiency Matrix: 2026 Chemical Performance Benchmarks
| Performance Metric | Superior 2026 Benchmark | Validated Chemical ROI Impact |
| Thermal Efficiency | 96% – 99.5% (Condensing) | Essential 15-20% OPEX Reduction |
| Emission Level | < 30 mg/m³ NOx (Ultra-Low) | Critical Green Factory Certification |
| Automation Level | AI-Link Digital Twin | Reliable 35% Lower Maintenance Costs |
| Steam Purity | ≥ 99% Dryness | Superior Zero-Contamination Processing |
| Response Time | < 20 Minutes (Cold Start) | Essential Production Agility |
Our engineering team completed on-site installation, optimized the pipeline layout, and conducted system testing to ensure seamless integration with the customer’s production line.

Results Delivered of the chemical industry steam boiler
- 🌟 Stable Steam Supply Improved Product Consistency
- With precise temperature control and stable steam pressure, the customer achieved more accurate chemical reactions and significantly reduced product defects.
- 🌟 Energy Consumption Reduced by 25%
- The high-efficiency combustion and heat exchange system helped the plant lower its natural gas usage, cutting overall energy costs.
- 🌟 Enhanced Workplace Safety
- The automated control system and advanced safety protections eliminated the risks associated with manual operation, ensuring a safer production environment.
- 🌟 Compliance With Latest Environmental Regulations
- The low-emission burner technology reduced NOx levels and helped the plant meet regional environmental standards without costly retrofits.
- 🌟 Reduced Downtime and Maintenance
- Reliable components and simplified operation resulted in fewer shutdowns and lower annual maintenance costs.
Customer Feedback of the chemical industry steam boiler
“The new boiler system has completely transformed our production process. Steam is stable, fuel usage is much lower, and we no longer worry about compliance or safety issues.”
— Operations Director, Chemical Manufacturing Plant
Why This chemical industry steam boiler Matters
This case highlights how upgrading to a modern gas steam boiler allows chemical plants to:
- Improve process stability
- Reduce energy costs
- Ensure production safety
- Meet strict environmental regulations
- Increase overall productivity
Our high-efficiency gas boilers are designed to support complex chemical processes such as distillation, drying, heating, polymerization, and more.
Why Chemical Plants Choose Our Gas Steam Boiler in 2026
Customers choose us because we provide more than equipment.
We support:
- steam load calculation
- reactor heat balance sizing
- hazardous area design suggestions
- gas train safety configuration
- PLC integration
- export documentation
- onsite installation guidance
- commissioning support
- spare parts lifecycle service
For chemical factories, safe steam means stable profits.
Chemical Industry Boiler Safety & Efficiency Checklist (2026)
Check 1: Chemical-Grade Water Treatment (Dealkalization)
- Action: Confirm if the water treatment system includes dealkalization or Reverse Osmosis (RO).
- Technical Why: Chemical plants often have high-return water rates, but the makeup water must be ultra-pure. Standard softeners may not prevent ‘alkaline corrosion’ in high-pressure steam loops.
Check 2: Integration with Plant-Wide SCADA Systems
- Action: Ensure the boiler’s PLC supports RS485/Modbus RTU for centralized monitoring.
- Technical Why: In a modern chemical complex, the boiler shouldn’t be an ‘island.’ Centralized monitoring allows for real-time load balancing, preventing steam starvation during reactor startup.
Check 3: Corrosive Environment Protection (Marine/Chemical Coating)
- Action: Request a high-durability epoxy coating for the boiler shell and control cabinet.
- Technical Why: Chemical plant air often contains trace corrosive gases. Our specialized coatings prevent ‘pitting’ and ‘rust creep,’ extending the equipment’s external lifespan by 5-8 years.
FAQ: Essential 2026 Chemical Insights
How does this of chemical industry steam boiler manage the strict 2026 Hazardous Area classifications?
Our Strategic 2026 design includes Essential spark-proof electrical components and isolated control cabinets. This Superior configuration is Validated to operate safely in Zone 1 and Zone 2 environments common in the chemical industry.
What is the ROI for upgrading to a 2026 Smart of chemical industry steam boiler?
Due to the Critical 20% reduction in fuel consumption and the elimination of “Safety Shutdown” penalties, most chemical plants report a Reliable full ROI within 12 to 18 months. In the 2026 energy market, this is a Superior payback period.
Is the steam quality dry enough for sensitive chemical reactors?
Absolutely. By utilizing an optimized water space and an Authoritative internal soda-water separator, our boilers guarantee steam dryness above 99%. This is Essential for preventing water hammer and ensuring precise temperature control in batch reactors.
Can this boiler be monitored remotely during night shifts?
Yes. As part of our Seamless 2026 IoT roadmap, the AI-Link system supports secure mobile monitoring. This provides Reliable real-time oversight and emergency alerts, allowing for a safer, “leaner” night-shift operation.
Why do chemical plants need steam boilers?
Steam provides controlled thermal energy for heating, reaction processes,
distillation and cleaning.
Which boiler is suitable for chemical industry?
The best choice depends on steam demand, pressure requirements, fuel source
and production process.
Are gas boilers safe for chemical factories?
Yes, when designed with proper burner controls, pressure protection and
safety systems.
What steam pressure is needed for chemical production?
It depends on the specific process requirements and equipment design.
Conclusion
By implementing our High-Efficiency chemical industry steam boiler, the chemical manufacturer significantly improved production safety, consistency, and energy efficiency. This successful case demonstrates how advanced boiler technology can support the demanding requirements of chemical processing industries worldwide.
Get a Custom Boiler Solution for Your Chemical Plant
If you are planning a new chemical production line, reactor system, solvent recovery unit, or drying process, the right gas steam boiler can dramatically improve both plant safety and energy efficiency.
Contact us today for a custom chemical industry steam boiler solution.
Calculate localized chemical plant investment payback cycles through industrial boiler market regional insights.
Verify strict manufacturing quality standard controls by checking Advanced Production Equipment | Class-A Boiler Manufacturing – Taiguo.
Review heavy-duty horizontal package structural foundation guidelines within TAIGUO Autoclave Integrated into High-Capacity Fiber Cement Board Production Line.